


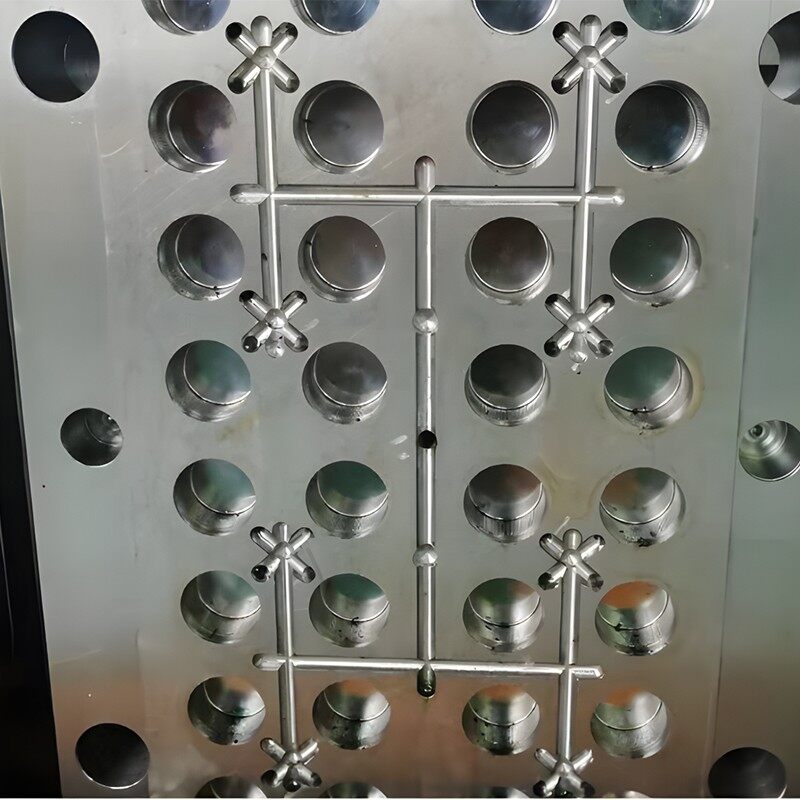

32 Cavity 30/25 Water Injection Plastic Cap Mould with Hot Runner
32cav hot runner plastic water bottle cap mold can produce 32 finished products in a single injection cycle, increasing production capacity compared to 8 cavities or 16 cavities molds, and substantially reducing machine energy consumption and labor costs per unit time. The hot runner system completely eliminates waste generated by traditional cold runner systems, allowing for near 100% material utilization for lightweight products like water caps. This significantly reduces the overall production cost per water cap (including equipment depreciation, energy consumption, and raw materials), providing customers with a solid cost advantage in a highly competitive market.
Product Attributes
|
Structure |
Self-locked/Automatic dropped etc |
|
Cavity No. |
8,12,16,24,32, 48 etc. |
|
Mold base |
P20,AISI1045,etc |
|
Core/Cavity |
718H,S136,2136 etc |
|
Runner system |
Hot/Cooled runner system |
|
Design software |
UG, CAD/CAM etc |
|
Surface treatment |
Nitriding treatment, electroplating treatment, etc |
|
Hardness treatment |
Nitrogen treatment,quenching, modulation, nano-coating etc |
|
Processing |
Wire cutting, high-speed engraved, CNC, polishing, etc. |
|
Lifetime |
1 million shots at least |
|
Gate type |
Point gate, latent gate, etc |
|
Package |
Standard export wooden case |
|
Delivery time |
45 days |
Production System

Application
We are the professional manufacturer and supplier of plastic cap molds. Applications: water/beverages, condiments, cosmetics, pharmaceuticals, disinfectants and other fields.






Process
The core of plastic cap mold design lies in achieving efficient and stable mass production. Runner and gate design directly impact production efficiency and product quality. Multi-cavity molds commonly employ hot runner systems to reduce waste and maintain stable melt temperature. Gates are typically designed as pinpoint gates, located on the top or inner side of the cap to enable rapid, automatic cutting and ensure a clean, seamless finish. The runner layout must be optimized through mold flow analysis to achieve balance.

CAD Custom design
Selecting steel for core components of molds, such as the core, cavity, and sleeve, is meeting the requirements of high polishability, high wear resistance, and strong corrosion resistance. S136, 2083, and H13 stainless steels are preferred. S136 mold steel, with a chromium content (≥13%), ensures excellent rust resistance, and its pure matrix, after fine polishing, can achieve an A1-grade mirror finish, guaranteeing a bright and flawless appearance for the bottle cap from the source.

High quality mold steel
The core/cavity of the mold directly determines the dimensional accuracy, sealing surface quality, and appearance details of the product. High-speed lathe machining, with its high-speed spindle and dynamic precision, can efficiently and precisely machine these core components, laying the foundation for the stability of mold production.

High-speed lathe
The anti-slip teeth on bottle caps are designed to provide sufficient friction for users to easily unscrew the caps. These teeth are typically fine, complex micro-textures or arrays of raised bumps, requiring extremely high machining precision. Because the anti-slip teeth are tiny and often located on curved surfaces or corners, they are difficult to achieve with conventional milling. Electrical discharge machining (EDM) has become a key process for forming anti-slip teeth on hardened mold steel cavities.

EDM
Before mold assembly, a professional cleaning agent must be used to thoroughly clean and inspect all parts to remove residual oil and debris from machining, and then blown clean with an air gun. All critical components (such as cavities, cores, ejector sleeves, guide pillars, ejector pins, etc.) must have their dimensions checked to ensure they meet the drawing requirements, laying the foundation for precision assembly.

Assembly mold
During mold debugging, repeatedly open and close the mold, listening for any abnormal friction or impact sounds throughout. Observe whether the moving/fixed mold template runs smoothly, whether the guide pillars and guide bushings fit smoothly, and the parting surface contacts are uniform and tight. And, it is important to confirm that mold opening stroke, ejection distance, etc mechanical parameters are consistent with the preset values. It is the basis for the long-term stable operation of the mold.

Mold tested
Advantages

Stable heat flow
The plastic cap mold is equipped with a high-performance hot runner system, which can precisely control the temperature difference of the raw material melt within ±1℃. This effectively prevents thermal degradation or premature solidification of the material during injection molding caused by temperature fluctuations, avoiding material performance degradation and uneven filling of each cavity. The mold's internal structure employs a rational flow guiding design, optimizing the flow channel layout and cross-sectional changes to reduce pressure loss during melt flow, ensuring a smooth and uniform entry of the melt into each cavity. The design improves the consistency of multi-cavity filling, resulting in products with stable dimensions and uniform appearance, balancing production efficiency and molding quality.
Smooth ejection
The plastic cap mold adopts a double-guide push plate and a center return spring structure, with uniform ejection force to prevent product eccentricity or deformation. The product warpage is controlled at <0.02mm, and the ejection deviation is < ±0.001mm, ensuring that the concentricity and sealing structure of the bottle cap are not affected.

Custom Support
Younce's core strength lies in its deep understanding and rapid response to clients' personalized needs. Equipped with a professional design engineering team, we utilize CAD/CAE systems for full-process simulation and analysis of plastic cap molds, enabling precise control over aspects such as cap structure, sealing performance, opening methods, and appearance texture. Whether it's functional requirements (such as anti-counterfeiting, child-proofing, and special angle designs) or brand visual needs (such as complex logos, post-plating/printing solutions), we can provide highly compatible solutions through a combination of modular design thinking and innovative processes.
Custom design (CAD)



Our Advantages
1. Based on the customer's actual production planning, we can provide optimized suggestions and configurations for plastic cap injection molding systems, max equipments utilization, reducing energy consumption and raw material waste, and minimizing the cost per product.
2. We offer customized design services: 2D product design drawings can be delivered within 3 days, and 3D mold structure drawings within one week. You can also provide product samples or product design drawings.
3. The core components of the plastic cap mold are made of high-quality steel such as AISI 422, S136, 4Cr13, and H13, and are machined using CNC machines from brands such as MazaK and FANUC, with mold precision controlled within 0.05 mm; ensuring the mold's service life and operational stability.
4. After the mold is completed, a full-machine test will be conducted. Test videos will be taken, test parameters will be recorded, and the results will be sent to the customer for reference during actual production and debugging. Test samples will also be mailed to the customer for reference and confirmation.
5. Within 18 months of the mold leaving the factory, if it is damaged due to non-human error, we will provide 24/7 support to resolve the issue and send spare parts as soon as possible until the problem is resolved. Lifetime after-sales service and upgrades are provided.
Shipping & Packaging




FAQ
Q: Can you do OEM and ODM for plastic cap mold?
A: OEM and ODM are both acceptable. The steel material of the mold, hot runner system, and others can be customized.
Q: What is your shipping service?
A: We can provide booking, LCL, customs declaration, preparation of shipping documents and bulk delivery at the port of shipment.
Q: What is the delivery time?
A: After the customer confirms and signs the product drawings. Delivery time: 45~55 days.





